



Old Bill
-
Posts
1,669 -
Joined
-
Last visited
-
Days Won
33
Content Type
Profiles
Forums
Gallery
Blogs
Events
Articles
Store
Downloads
Everything posted by Old Bill
-
We took the pattern to the foundry yesterday where I had a chance to talk to the moulder. He said that he would probably make the core in one piece and ram it from the ends rather than two halves glued as they occasionally get gassing problems caused by the glue. It was nice to see inside the foundry but that has to be the most horrible working environment I have ever seen! Steve
-
Ah yes, I have that book on my 'to be read' pile. I will pick it up next! Thanks. That is a super photo but I think they are Leylands, who did polish their radiators, rather than Thornycrofts. Come to think of it, I am surprised that anyone would spend the time, effort and money to polish these aluminium castings in a war production environment. Dad spent hours cleaning up our Thorny radiator and then we painted it anyway! Dennis thought it worthwhile to polish theirs to quite a high standard but I can't see what they got out of it. Another fascinating corner of history. Steve
-
That's it, Tim! The line across the strap is where it changes from the shiny top surface to the rough underside. Tomo. I am interested in your comment about the lorries coming out of Thornycrofts with unpainted radiators. I have just been through Tim's collection and all of the Thornys in service in Europe are painted. One Indian Army one has been polished but the remainder are service colour, commonly with the letters polished on the top tank. Where did you pick up about the lack of paint on later vehicles? Steve
-
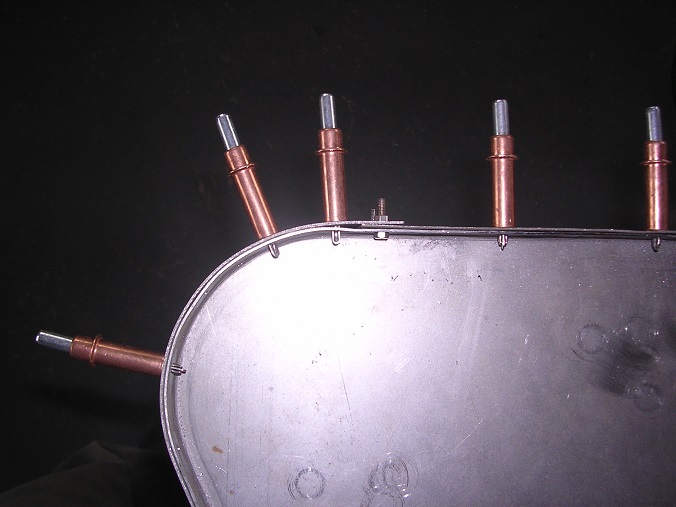
The plan is to tin both sides of each joint before rivetting and then warm the joint and add more solder as necessary afterwards. The rivets should be fuel tight but I will solder the heads individually if needed. We won't need to use sealant. Famous last words! Steve
-
That is a good picture with lots of interest. I hadn't picked up on the straps so you may well be right, especially if big bits of leather were becoming difficult to get later in the war. The tank plate is curious too and we had spotted that. The plates on the Portsmouth bus and also the Shaftsbury J now owned by Mr Henshaw, are originals and they are black text on a white ground so they are what we used to make ours up. This photo is the only one I have seen to show the reverse. It is amazing what you find the more that you look. Of course, we tend to assume that all of the vehicles were built to be the same but there will be variations through the production run. In my professional life, we have trouble building two machines absolutely identical, let alone 5000! Steve
-
I suspect that there is some licence with the model although it may be of the design intent. Seat material might well have been of leather early in the war but changing to canvas towards the end. However, I don't have definitive evidence either way. The US army lorries generally seem to have leather upholstery but that may be due to better availability over there. On the other hand, all of the straps I have seen have been of leather so I am surprised to hear of a composite construction with webbing. It is all intrigueing and I should be very pleased to see some firm evidence! I would be very surprised if the controls were black. Certainly, after the first repaint, they would have been 'service colour'. A second colour makes efficient production that much more difficult and if they did it, I can't see them doing it for long. This is all guesswork but it is an interesting puzzle! As an aside, I wonder how many of these models were made? I am sure that I have seen one at Duxford and one at the IWM London as well as an AA gun lorry version over the years. Unless of course, this one keeps moving about! Steve
-
Thanks Marcel. This is certainly the toughest lorry we have tackled so far as we have been so short of parts and those that we have are pretty ropy. I shall be pleased to see the tank installed! On that front, we are shortly going to need the tank straps to hold it down. However, those that we have are somewhat past it! Fortunately, the end fittings can be salvaged. Rivet heads taken off with the angle grinder and then the rivets were punched out. A good wire brushing and a die run up the thread soon brought them back. The straps are just a plain flat strip of steel with holes for the rivets. All ready to bend to shape and cut to length once the tank is soldered up. Steve






-
Eventually both ends were done to a sigh of relief. Now, to fit the sump. Father had previously made this so it was a case of spotting through and then cutting out the centre. Then the filler neck. This is an original casting, rescued from our rotten tank. Again spot through the holes and cut out the centre. This was done with the nibbler which is a great tool, if hard to guide! All ready for soldering and rivetting up, my next task! Steve








-
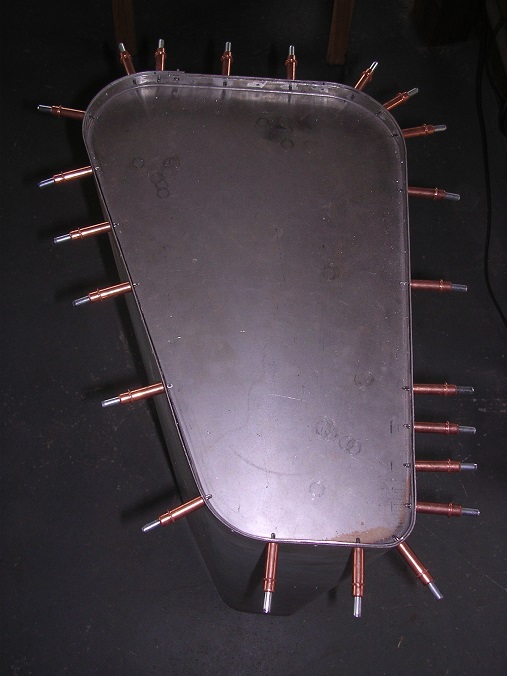
I have had the good fortune to have a few days holiday so I have been working on the fuel tank. First job was to mark the rivet holes in the wrapper for the end plates. I placed the wrapper on a piece of MDF and used my height gauge to scribe around both ends. Then using every toolmakers clamp that I have, I gradually worked my way around, aligning the end plate with the edge of the wrapper before marking out the first holes and drilling through. The Cleco plate clamps proved invaluable once again and I am now wondering how I ever did without them! I worked my way around to the top corners which were much harder work as we hadn't got the bends exactly right. Some care and effort brought the skin around and I drilled a few more holes through. Both ends brought to the same stage. At this point, I marked where the skin should end. Then it was a case of trimming off the excess using a disc cutter. Horrible noisy job! Drill and clamp a bit further to work out where the other end should finish. Drill the rivet holes for the baffles. Trim the end off and then mark and drill the holes for the longitudinal seam. De-burr the inside. Install the end again to check the fit. All was well and even the longitudinal holes lined up. Now the challenge of fitting the baffles. These proved exceptionally awkward as, whilst the wrapper was approximately the right shape, it wasn't perfect and getting the baffle inside was very hard prompting a lot of cursing. I took a judgement as to where the baffle was correctly positioned and marked a single rivet hole, removed the baffle and drilled through, then replaced it and put a fastener to secure the position. I marked the other holes on that side and could see that the rear face looked to be in line so I marked them as well. Removed it again, drilled through, replaced it and bolted up again. The other faces were coming into line now so I could mark them and go through the whole performance again. They all worked out OK in the end but it was a very hard and frustrating job which I was pleased to complete!


















-
Hi Ed. Yes, an oddside is certainly the way they will make it (I hope!). If there were going to be a handful of castings then I would make a wooden one. However, for one off, I anticipate that the moulder will make one of sand. In other words, he will place the pattern in a heap of sand and then manually cut it away along the centre line. He will dust it with parting sand and then proceed to fill the box. On turning the box over, he will cut the original heap of sand away, dust it again and then fill the second half of the box before parting in the usual way. The fun bit will be getting the pattern out of the sand as it is quite heavy and I don't want him drilling any holes in John's casting! We shall see. Steve PS Nice casting by the way. There is great satisfaction in doing it yourself!
-
Hi Barry. We had a chat about this and decided that they would probably pack it from the ends. However, they still have the option of leaving it open and doing it in two halves so I think both bases are covered. I will get Dad to ask them what they would prefer when he visits the foundry. Steve
-
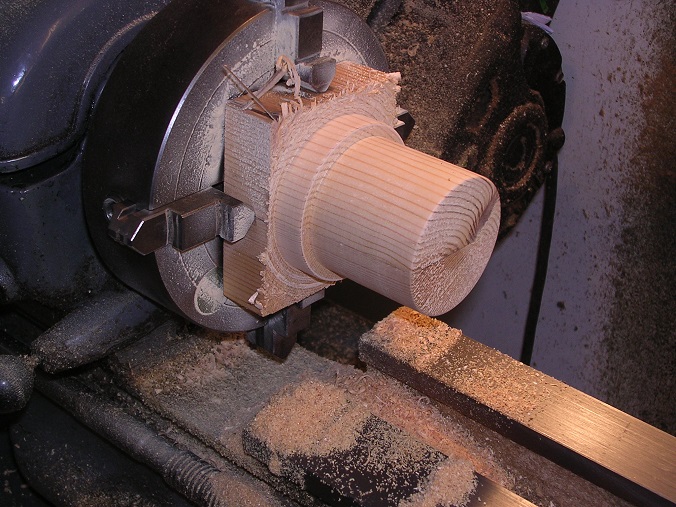
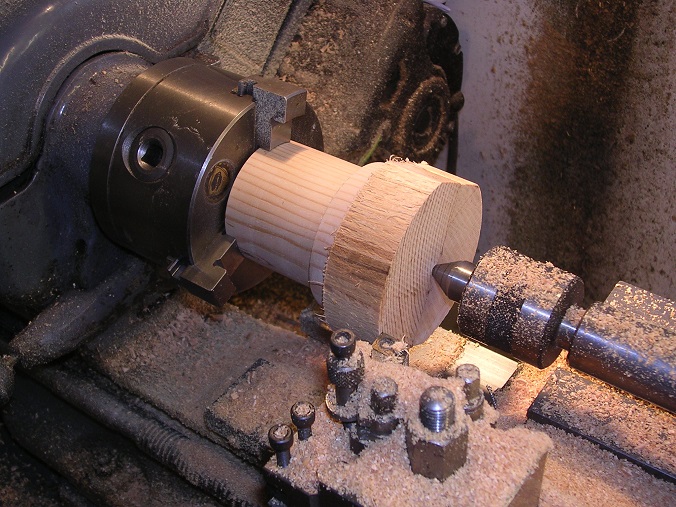
Thanks for that. It is nice to discover new tools. We have found with these old lorries that you need such a wide range of skills that you are learning all the time and you need your friends to show how each job is done. These Clecos are a revelation and make the job so much easier! Now, back to pattern making and the top water manifold. The next task is to add core prints to the casting so I started off by turning up some plugs. The timber this time is an old bench top which is a super piece of old pine. So much nicer than MDF! The other end was turned to a push fit in the casting and was eased in with glass paper. I really didn't want to split the casting by forcing it too hard! Then the other end: Attaching a print to the wide end was trickier so I started by sticking a piece of MDF to the face using Araldite. I laminated and shaped a block for the print. And this was glued on with wood glue. A bit of filler to generate some radii followed by a rub down. Finally, two coats of Bondaprime followed by a polish with wire wool. Then some over-centre catches to hold the core box halves together. Now ready for the foundry. Sorry the last pic is so dark. I won't take pictures on top of the freezer again! Now I am onto the fuel tank. Steve










-
That is most interesting. In which part of the world did you see it? The hunt is now on for engine and gearbox. We will all keep our eyes open! Steve
-
Well, the body is schemed out now and the timber has been ordered. There are some big lumps to get for the crossmembers and, as we want to put the body together over Christmas, we need to get some preparatory work done now. In particular, we want to get some paint on the crossmembers and the undersides of the floorboards so that we can just put them together. Painting upwards is a really horrible pastime so getting it done before assembly will make life a lot easier. To help the job along, I have cut some templates for Mark the Chippy to use. Right or wrong, at least they will all be the same! I have been pressing on with the silencer tube. I have decided to use just a simple lap joint along the seam so, to drill the rivet holes, I need to pull the tube circular. First job was therefore to turn up some discs and then space them out on some studding. I pulled the tube together using a torniquet and secured the ends with wires before drilling the rivet holes through both pieces. These fiendish little devices are called 'Clecos' and I got a bag of them with a model locomotive kit from the US. I just remembered that I have them and thought I would give them a go. They have proved to be wonderful! Once the hole is drilled, they are inserted using a pair of special pliers to squeeze them up. The ends come through leaving a centre wedge behind. This allows them to be pushed through the plates. When the pliers are released, the ends get a grip on the plate and a strong spring pulls them all together. Once all the holes had been drilled, I trimmed the edges of the tube to length using an angle grinder. A horrible job but my bending jig for the fuel tank made an excellent stand for the tube to stop it rolling away! Onec the edges had been cleaned up, they were pulled together and the Clecos inserted once again. The two rivets at each end were inserted and formed using the rivet squeezer previously prepared for the fuel tank. They went very well. The remainder were put in using a hammer and rivet snap. This was successful but the snap has given up and split so I must get a new one. There is another piece complete and ready to fit. It is just awaiting the castings for the ends now so I must pick them up and prepare the patterns which Barry has so kindly printed for us. A thought occurs to me. How am I going to get the baffles in now that there are 28 rivets in the way! Steve















-
Thanks Chaps for your suggestions and kind offer. I don't think that they actally troubled to joggle the edges at this time. Neither the fuel tank or silencer has any cosmetic pretensions and the original tank that I have shows no signs of having been treated this way so I think I will go with straight lap joints and just rivet along the seams. I have some holiday next week and one of the targets for the week is to drill all of the holes in the tank and tin the joints ready for assembly. There are 214 rivets all told! While we were bending the wrapper one of the miniature railway people saw what we were doing and suggested TIG welding it. Whilst that would certainly do the job, it isn't how Thornycrofts did it. Unfortunately, he couldn't quite see why I would persist with a much more labour intensive method. Oh well! Steve
-
I know they have collected a load from the Commercial Vehicle Museum but I don't know precisly what. We had a visitor who had some for his T4 engine of 1912. We now have enough information from other sources so I have not been back to investigate. Steve
-
It depends on what you want, Al. The Dennis drawings survive in the Surrey Records Office in Woking. Some of the Thornycroft drawings are with the Hampshire County Council Museums Service and some with the British Commercial Vehicle Museum. For FWD drawings, I would start with the FWD Company in Clintonville. Lots of us have odd drawings of things we have collected so this forum is a pretty good place to start too! The stuff is often out there. You just have to be persistent in looking for it! Steve
-
Hi Ben. I had not thought of that one although I know that modern fuel is evil stuff. Will it harm the running of the engine? I seem to remember that there is a patented fuel additive which consists of zinc pellets in the fuel line but can't remember the name. It was supposedly supplied to the Russians during the war to put into the lend lease aircraft fuel tanks to help burn the local fuel. I can't see it harming the joints as it will be in solid solution with the lead. Even then, the amount there will be tiny as by the time I have cleaned the surface for soldering, it will nearly all be gone. What about attacking the steel though? The poor old FWD has a welded steel tank but has been parked up for two years with half a tank full. Time we gave it an outing again. Leaded fuel is just so much better! Steve
-
And then there were two! The next bit was the wide flare in the tube where it sits on top of the cylinder block. I couldn't fit this earlier due to the centre height limit of the lathe so I glued up another block and then drilled it through to create the radii. A few moments with the band saw and some glass paper finished it off. The slot is wider than the thickness of the original blocks so I glued an extra strip on each side before tracing the end profile. Then it was more work with the gouge followed by a clean-up with the dremel and sanding drum. The blocks were glued on and left with a weight to hold them down. The paper is to stop the two halves from sticking together. A tidy up with some glass paper and it is off to the paintshop. Now I need to add pieces to the original casting to create core prints. Steve














-
Since John so very kindly loaned me the front water elbow to use as a pattern, I have been making up a core box to match it. First job was to measure up the casting and I did this by drawing around it on my drawing board using a couple of blocks to hold it horizontal and then a square to transfer the profile onto the paper. Once I had a drawing, I could transfer the profile to two blocks of MDF. I dowelled them together and then planed them to the profile transferred from my drawing. I had been puzzling over how to generate the centre holes but found that Screwfix offer an adjustable drill. I set this to 2 1/4" diameter and then had a tes run in a piece of scrap. This went well. I then took my blocks and marked out the centre lines of the casting. Note that the blocks are over-size to allow some space for the core prints. I transferred the centre lines by the age-old method of sticking a scriber through the drawing and joining the dots. Then I placed the block on the cross slide of the lathe only to discover 'the deliberate mistake'. The block was too thick for the drill to align with the split line! I remedied this by planing one of the blocks to a thinner section and was then able to dog the blocks down. I used my magnetic base as a datum to get the centre lines aligned with the axis of the lathe and then proceeded to drill my holes. Once split, it all looked very promising. I then drew in the profiles of the bores. To help my accuracy, I cut a template from a piece of mild steel. Then I started to work it out with a gouge. I soon got bored using this one and ground one of my larger lathe tools to do the job instead. Much quicker! I tidied the bore out using the Dremel with a sanding drum and a piece of glass paper. Then it was on to the other bit. This worked out OK. Now I have to do it all over again for the other side! Steve




















-
Ah! The Holy Grail! What a find that would be. Good luck! Steve
-
Sounds pretty par for the course. Having hexes that tightly fit the spanners is good news though, and gives you a lot better chance of getting them out! Our engine spent ten years on a stand being regularly squirted with penetrating oil. That helped no end. Ten years is excessive and six months would probably have almost as much effect. Heat on a nut has an amazing loosening effect too and, failing that, the application of a cold chisel is a very good way of getting things moving, especially with heavily corroded nuts. We have always found that most of the stiffness is due to corrosion products and a good wire brushing of a bolt or a run through with a tap generally frees them up. Hours of fun ahead. Good luck! Steve
-
I have not heard that one before but I can see what you are doing. I am just going to trim the flat bit off as I have made it all overlength anyway! Steve
-
To be honest, Barry, I am not sure how the silencer was put together. I cut the steel to allow the ends to be hooked in opposite directions to interlock but that is looking difficult to do and I am told that it would be unlikely at this period. I am thinking along the lines of a straightforward lap joint with rivets but, now that you mention it, the end could have been joggled to give a circular interior. I may have to make a tool to do it. Further thought required! In the fuel tank, I shall just clean the steel before tinning and not worry about the zinc. It will solder well enough, I am sure. I will tin both sides of each joint before closing the rivets and then simply warm it with the gas torch and feed in a bit more solder if necessary. The proper stuff made of lead this time! Steve
-
We have done a bit more this weekend in the shape of the silencer and fuel tank. I went to the railway on Sunday where I was able to use a nice set of bending rolls. I had previously cut a piece of steel for the silencer (from a bit found in the garage, hence the surface rust!) and the rollers soon made short work of it. I just need to rivet the seam now. Next job was to bend the fuel tank. My good friend Adrian had very kindly cut me a piece of zintec sheet (zinc plated steel) to the right shape and I had spent some time marking the beginning and the end of each bend with a black felt pen. This proved to be a very valuable action. Now, the first bend was too tight for the rollers but, as I have previously posted, I made a bending jig with a piece of scaffold tube and some timber. This worked remarkably well. Then into the rollers. Actually, I was so intent on the job that I forgot to take a pic of the first bend but this is the second. We fed the sheet through the rolls almost to the line and then wound the rear roll up as far as it would go. The rolls were a perfect size for this job so at that point, we turned the handle a little until the other line went between the rolls before taking of the pressure and pulling the sheet out. A trial fit with the aid of some toolmakers clamps looked very promising so we put it back for the final bend which was done the same way. We had to have a couple of goes at it to get it in the right place but then Adrian and Matt tried the clamps again. It all looks very nice. Now all I have to do is drill 200 holes in it, tin it and rivet it all together! Many thanks to Adrian and Matt for making a job which really concerned me remarkably easy. You need your friends in this hobby! Steve





















































































































