



Old Bill
-
Posts
1,669 -
Joined
-
Last visited
-
Days Won
33
Content Type
Profiles
Forums
Gallery
Blogs
Events
Articles
Store
Downloads
Posts posted by Old Bill
-
-
The female parts of the ball joints were all a bit poorly. However, I felt that we could probably get away with simply polishing them up and then tightening them to reduce the clearance. To that end, I turned up a simple lap out of a piece of ash with a spigot to go in the pistol drill.


This was loaded with coarse valve grinding paste and run at low speed in the cavity taking care to keep the drill moving in random directions to prevent grooves from being cut.

This worked reasonably well and gave enough surface for the balls to work against.


This one was very bad but I think we might just get away with it. If not, we shall make some new ones!

Then a joint was nipped up over a ball in the vice with a clock gauge set up against the end. It was shaken back and forth to estimate the clearance around the ball.

This worked out to be about 0.015" so the cover was set up in the four-jaw and 0,012" removed leaving a little bit of movement but not too much.

More help from our frends! Barry very kindly offerred to build up the clamp ring with weld, an offer gratefully accepted bearing in mind the quality of my welding!


This took all morning which was much longer than I had anticipated. However, on dressing back, there were no inclusions and only a couple of places which needed a little filling.



All ready for some paint! We will have the front wheels on very soon which will be a major step forward.

-
Glad to hear you are enjoying it, Trev. It is the only reason we do it!
Steve :-D
-
A little while back, Dad pulled out the track rods and the drag links for assessment. He had them sand blasted so that we could see what we had and they proved to be not very good.

The drag links are very poor and are corroded to such an extent that the stell has gone in places leaving only the brazing material! We decided that the drag links cannot be saved and new ones are to be made.


The un-bent track rod, we think will fight another day. However, the corrosion around the clamp is rather significant and needs attention.


First job here was to drill out the pinch bolt and this was simply done in the milling vice using a slocumb drill to centre it.


Then heat was applied before unscrewing the adjustable ball joint using a stillson wrench and a big mallet. It did not want to move!



Examination of the spherical surfaces was not encouraging due to corrosion. However, we felt that we might just get them good enough by polishing them with a lap and then facing the castings to tighten them onto the ball ends.


-
After speaking with Morris's, we used 680 grade steam oil in the back axle and 460 grade steam oil in the gearbox of the FWD lorry. When I spoke with their man, he said 'let me look in the book' and was then very firm that this was what was wanted. Both have done their jobs with every satisfaction so we are very pleased.
I don't think it is that critical with the really old stuff. Just avoid EP oils because they tend to attack any bronze around.
Steve
-
Thinking a bit more about the track rod, the ball joints would benefit from hardening. The originals were not very hard but that might have been because the surface had corroded away. Anyway, I decided to case harden the new ball joints. First step is to heat them to a bright red using the propane torch.

Sorry, you can't see the glow but I ran out of hands at that point! Once red, they were stood in a tin of case hardening compound, known as 'Kasenit'. This is a grey powder, very high in carbon. The carbon soaks into the surface of the steel locally converting it to a 'high carbon' steel which can be hardened. The balls were then re-heated to bright red before quenching in cold water.


They look quite rough at this stage but a stiff wire brushing soon cleans them up


Track rod next.
Steve (Trying to keep up with that Human Dynamo, Ben!)
-
Why are you interested in Cohendet? It is a pretty obscure make to pick on!
Steve
-
What do you do in your spare time, Ben?
Amazing progress. You put us to shame and there are three of us!
Steve
-
Sorry Barry, you will have to wait a bit longer. Too much going on here. Earning a living gets in the way too!
Steve
-
Thanks John. That one is excellent. It seems that the secret of getting the job off is to have a highly polished, metal mandrel, I am amazed at how far he spins it without annealing in between. I would have treated it at least half a dozen times. Not brave enough I guess!
The job will have to wait now until I am in Devon again to use the Colchester. It is a bit big and brutal for the poor old Myford!
Steve
-
I have been preparing for the spinning exercise today. I had a rummage under the bench and came up with a splendid piece of oak which has been there for twenty years. It is hard as hell! This is good as when I have spun onto softer material, it has come out with a wood grain finish.

This was faced off, drilled and then tapped 3/4" BSW to suit my back plate which I hold in the chuck.

The next pice was the follower. This is a plate the diameter of the flat part of the cover with a central spigot to locate the disc. It is clamped up by using the revolving centre in the tailstock pushed into the centre on the reverse side.


Then it was time to cut out the blank. Our local second hand tool shop had a piece of brass in stock, big enough to make two, just in case I make a mess of the first one. It was roughed out with the nibbler and then filed all round to make a smooth edge. I think that this makes the edge a lot easier to finish and removes any stress concentrators reducing the chances of cracking starting around the edge.


That finished the spinning preparations. Further progress will have to wait until I can use Father's Colchester again. Finally today, I turned up the mounting adaptors to attach the cover to the top of the king pin and give a tapped hole for the stauffer.

We are getting close to being able to hang the front wheels now, the next big milestone!
-
I know that this might sound like (and be) a completely dumb question, but is there any chance of spinning a curved end onto a tube instead of spinning a flat disc into a deep cup shape?
Yes, that could certainly be done although I have never tried it. It does depend on getting the right size tube to start with, though. I would have to have a few goes to judge the tube length as well. Another possibility.
Thanks!
-
I had a few distractions this week so not as much progress as hoped.
Don't worry. You certainly put me to shame!
Steve
-
I shall do some spinning preparation tomorrow. In the mean time, I have been making track rod ball ends. Initially, I was hopeful that we could salvage the original ball ends but closer inspection revealed them to be pretty sick.

The only solution was to make up some more. Fortunately, the originals were not hardened at all so it started off as a simple turning job in medium carbon steel. Dad did the donkey work, turning the shanks and screw cutting the 3/4" BSW threads.

I then put them in the Myford and turned them roughly ball shaped.



I now had the puzzle of generating a ball shape reasonably accurately. I did consider my spherical milling approach, previously seen in these pages but felt that a better approach might be to use a ball-turning attachment. I therefore acquired one from Arrand Engineering. It requires a boring head to be mounted on the end to carry the tool but I found that mine doesn't fit! Fortunately, I was able to borrow Father's, also made by Arrand.

The boring head simply unscrews from the taper shank and then onto the turning attachment which is mounted in the toolpost.


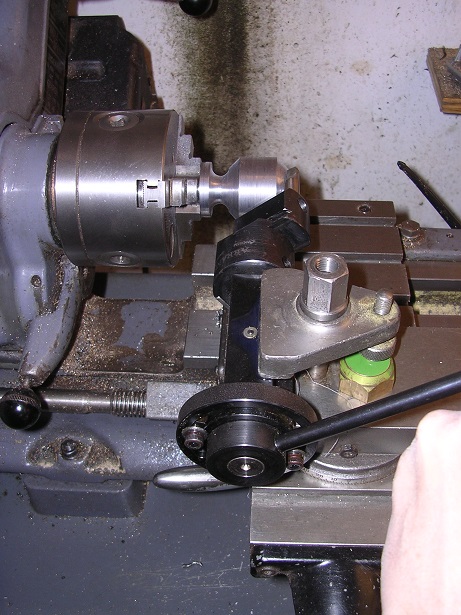
The tool is controlled by moving the lever in the foreground, gently and smoothly. I did have some trouble though as I had ground the tool with a standard knife edge. The turning attachment is meant for model engineers and balls of about 1/2" diameter so my 1 5/8" ones were stretching it to the limit. As a result, it was all flexing a little bit and the knife edge on the tool tended to drag it in to a deeper cut before springing out leaving a series of steps. I was at a loss to know what to do about this until I ran the tool backward with the knife edge trailing. It then gave a nice consistent smooth cut at a depth of 0.005". This was slow but quite satisfactory considering what I was expecting it to do.


I left 0.002" on for a final polish with emery and they came out well.



Now I must ovehaul the female sections to match!
-
All done in one go? What sort of speed?
Steve
-
My recent attempts at metal spinning have produced a lot of scrap:
But also some usable parts:
They look fine, Andy. What speed did you use and what sort of tool? I have used a bronze tool on steel in the past because my lovely hardened steel tools were ruined in no short order! Did you do them in one go or did you heat them part way through to reduce the cracking?
-
Hi Steve,
is this youtube clip any use ?
Andy
Thanks Andy. Yes, that's a good one. There are several on Youtube and I have bought a DVD from this bloke as well. Sometimes, though, you just want to talk to someone! The trouble with these old lorries is that you need so many skills and it is very hard to obtain them all. Never mind. One at a time!
-
Thanks Steve. You certainly have helped me out. My spinning has come about by buying a book, making some tools and having a go. I have never been able to speak with anyone who actually knows what they are talking about on the subject!
I always put a hole in the centre if I can so that I can have a locating pin as I am concerned about the disc flying out at the start of the job. Incidentally, please may I have some guidance on speeds? This one will be brass, 16swg and the initial diameter of the disc will be 8". My book says 'fast' but I don't know what that really means. I feel inclined to try about 400rpm but I would value some guidance please.
Cheers!
Steve
-
We did do a little more over the weekend. First thing was to fit the governor casting (without butterfly!).

Of course, it needs some linkage. I had a rummage around and found some ball joints that we had bought years ago. They were just right!

A quick clean up and a rod and the effect is complete.

Finally, we made up the starting dog and fitted it to the end of the crank.

A couple more bits done. Must press on with the front axle now as we really want to get it on its wheels.
-
You might be overthinking this one. I believe you will be able to extract the mandrel with a few taps, especially if you beeswax it up first.
If it proves impossible even after a little gentle heating for expansion, you can always drill the crown, it needs a hole to bolt onto the kingpin top anyway, tap it for air or grease fitting, epoxy up the air hole in your mandrel, then blow it out with a grease gun or airline.
For just one-off, I will start with this approach. It is nice to know, however, that there are a few more strings to my bow if need be!
Many thanks!
-
That is still only a factor of three! Full size locomotive boilers are designed with a factor of five and our models run at eight!
Fascinating clip though.
Steve
-
Steve, I make patterns about that size for both brass and steel sheet out of aluminum. The way to keep it from bell mouthing at the end is to drill a 1/4" hole front to back to allow the air to escape while spinning the part. Then it will be parallel and you can get it of the tool. Hope it helps you out as it works for us. Great job on your restorations as I am always learning something from these threads.
Steve K.
Thanks Steve. It sounds like I should be making a metal chuck/mandrel so that it doesn't get a grip. I hadn't thought of drilling the middle though. I will put a hole in the centre of my blank so that I can have a locating peg to prevent the unformed disc from flying out at speed. That might prove more excitement than I want!
Steve
-
probably pie in the sky but how about a couple of formers and your mates press as per this clipthough I would think in 1/16th brass I would think the home press you have would do it
Deep drawing would work. The challenge for me is to make the part with a minimum of tooling as I only want one! Worth keeping up my sleeve. Thanks for the fascinating clip!
Steve
-
Spelching http://www.trend-uk.com/en/ZA/trend/content/content_handler.php?record_type=Glossary&id=19630
I had to Google it also.
Wonderful! You can learn something new every day!
Thanks!
-
Steve
What sort of diameter is it?
The boiler on a Bowman Jenkins E101 or M101 is supposedley 'drawn'
Hi Hedd.
It is 3 3/16" dia by 3 3/16" long and 16swg. It is going to take some pushing around which is very unkind to lathes!
Steve
























































WW1 Thornycroft restoration
in Pre WW2 vehicles
Posted
My case hardening is of the 'Method A' type and I only expect a thou or two of case. Might help us, just a little. I don't intend to touch the female parts of the ball joints. They are pretty poor condition really and I don't think there is much to be gained. Also, the one in the end of the track rod is brazed in which would melt if I try to treat it and would have softened when it was brazed. I think we will leave them alone and see what develops. At our current rate of usage, it should see me out anyway!
Steve